Quando si deve eseguire una contornatura o un profilo in tangenza utilizzando una fresa torica piuttosto che sferica, nasce l’esigenza di stabilire il passo tra una passata e l’altra. In particolare il passo e il raggio di punta della fresa influiscono direttamente sull’altezza della cresta che si forma, e di conseguenza sulla rugosità che si otterrà. Penso che sia quindi utile conoscere la relazione matematica tra l’altezza delle creste, il raggio di punta e il passo.
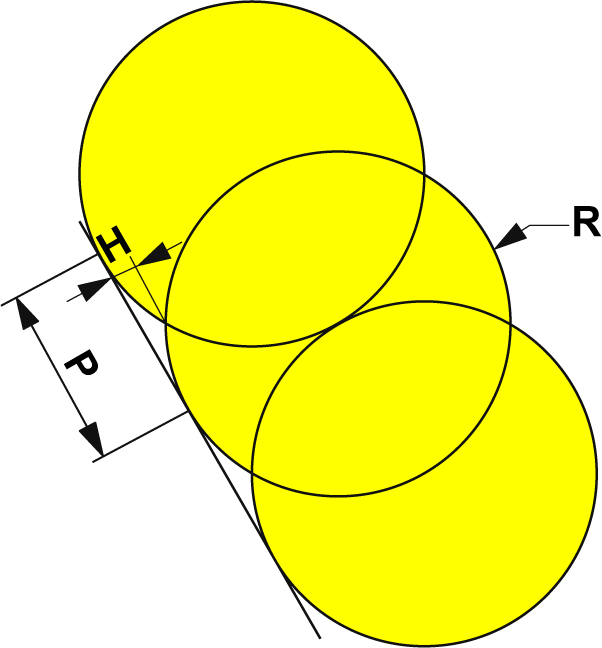
H = altezza massima della cresta
R = raggio torcio (mm)
P = passo tra una passata e l’altra (mm)
H formula = R x [ 1 – cos (sin -1 (P/2xR))]
Nella foto viene riportato un esempio di una parete inclinata eseguita in tangenza con una fresa torica o sferica. Se il punto di tangenza sul profilo è sempre la parte raggiata dell’utensile e il passo viene considerato in modo lineare lungo il profilo, i gradi di inclinazione della parete non influiscono sull’altezza della cresta. Diversamente vale se il profilo da seguire è circolare, in tal caso questa formula non può considerarsi valida.
Un’altra precisazione va fatta in merito al calcolo della rugosità. Infatti, l’altezza della cresta non corrisponde al valore di rugosità Ra, trattandosi quest’ultima della media aritmetica dell’altezza del profilo. L’altezza della cresta così calcolata è invece paragonabile alla rugosità Rt, la quale considera l’altezza tra il picco e la valle.
Per poter risalire al valore di rugosità Ra, parametro generalmente più diffuso sui disegni tecnici, bisogna utilizzare la seguente formula:
Ra (µm) ≅ 32 x P² (mm)/R (mm)
In merito al rapporto tra Ra, il passo e il raggio di punta occorre precisare che questa formula è stata ottenuta considerando un profilo lasciato dal raggio inserto di forma circolare. Raramente però, il profilo generato dal raggio può essere considerato circolare, così come lo abbiamo rappresentato anche noi nella nostra immagine. Per una serie di cause tra cui l’angolo di spoglia dell’inserto, l’angolo di inclinazione della fresa, l’usura dell’inserto, le vibrazioni dell’utensile e del pezzo, la deformazione elastica del pezzo e dell’utensile, è stato riscontrato che la forma reale lasciata dall’utensile è di tipo ellittica (così come mostrato nella foto sottostante).
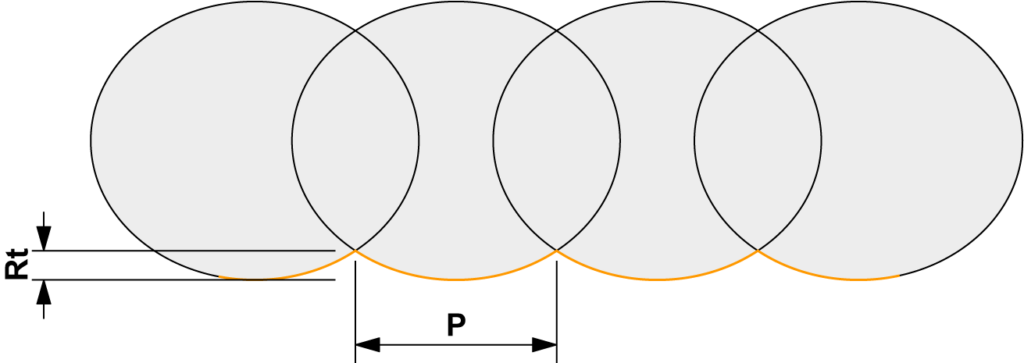
Quando il rapporto tra il passo e il raggio inserto assume valori piuttosto piccoli, l’errore nell’approssimare una sagoma circolare rispetto a quella reale è ridotto. Si può quindi considerare attendibile la formula di Ra. Quando il rapporto aumenta (es. passo elevato con raggio piccolo) l’influenza della forma ellittica ha un maggior peso e i risultati ottenuti con la formula di Ra si discosteranno dai valori realmente ottenuti.
Abbiamo iniziato a parlare di questo argomento con una problematica di fresatura senza considerare la tornitura, ma quanto detto fino ad ora è riconducibile anche alle operazioni di tornitura, dove il passo assume il valore dell’avanzamento espresso in mm/giro.